STARTZILLA 12024 XT
Go to product
SUPERIOR TIG 422 WAVE AC/DC AQUA + TROLLEY
Go to product




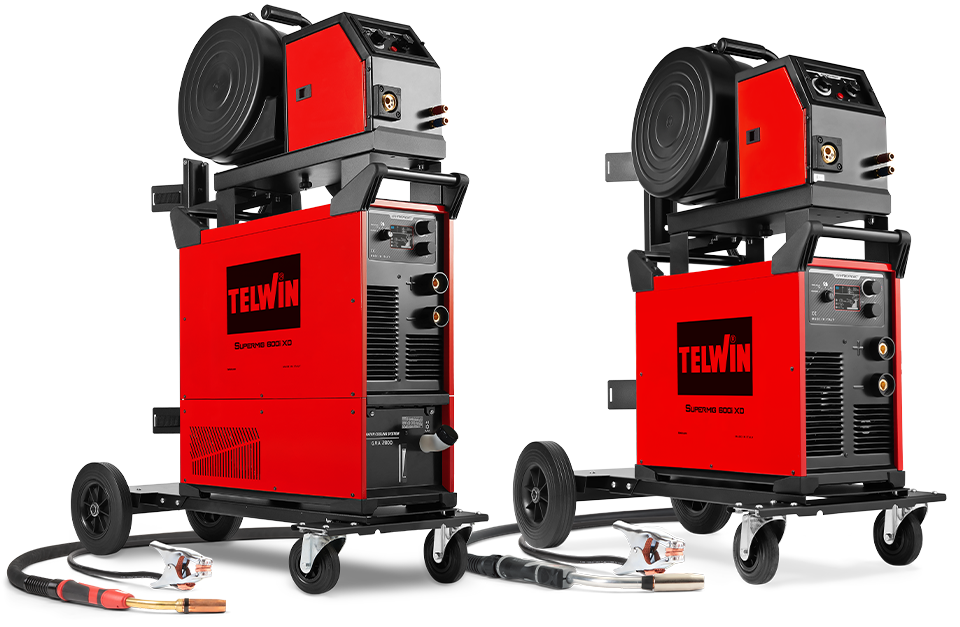
Supermig 600i XD
EVEN HIGHER PERFORMANCE
The range of MIG-MAG / FLUX / BRAZING / MMA / TIG DC-LIFT / GOUGING multiprocess inverter welding machines is enriched with the XD models: high duty cycle for continuous processing and particularly demanding applications.
SUPERTIG 302 AC/DC AQUA
TIG AC/DC (HF or LIFT), TIG PULSE (PULSE and EASY PULSE) and MMA inverter welding machine
The ideal machine for the professional looking for the right balance between performance and versatility of use without compromising on the quality of the results.