

STARTZILLA 12024 XT
Посмотреть продуктSUPERIOR TIG 422 WAVE AC/DC AQUA + ТЕЛЕЖКА
Посмотреть продукт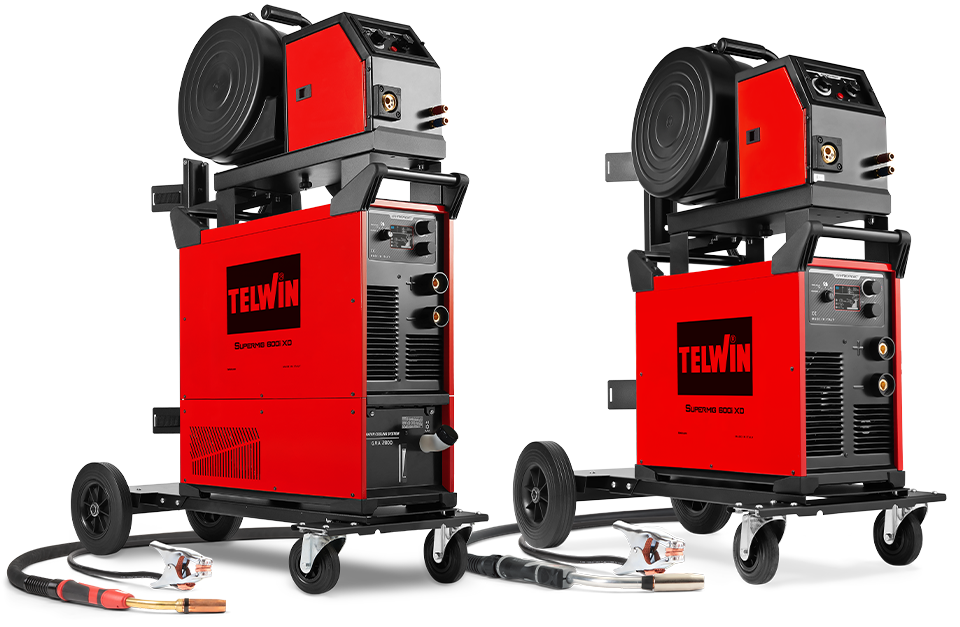
Supermig 600i XD
ЕЩЕ ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ
Ассортимент многофункциональных инверторных сварочных аппаратов MIG-MAG/FLUX/BRAZING/MMA/TIG DC-LIFT/GOUGING пополнился моделями XD: с высоким рабочим циклом для непрерывной обработки и особо сложных применений.
SUPERTIG 302 AC/DC AQUA
Инверторный сварочный аппарат для сварки TIG AC/DC (HF или LIFT), импульсный TIG (PULSE и EASY PULSE) и MMA
Идеальная машина для профессионалов, ищущих идеальный баланс между производительностью и универсальностью использования без ущерба для качества результатов.
